Test de Swinburne est une méthode indirecte de test des machines à courant continu. Dans cette méthode, les pertes sont mesurées séparément et l’efficacité à n’importe quelle charge souhaitée est prédéterminée. Les machines sont testées pour déterminer les pertes, l’efficacité et l’échauffement.
Pour les petites machines, un test de chargement direct est effectué. Pour les grandes machines à shunt, des méthodes indirectes sont utilisées comme le test de Swinburne ou de Hopkinson.
Contenu:
La machine fonctionne comme un moteur à la tension et à la vitesse nominales. Le schéma de connexion de la machine shunt DC est présenté dans la figure ci-dessous :
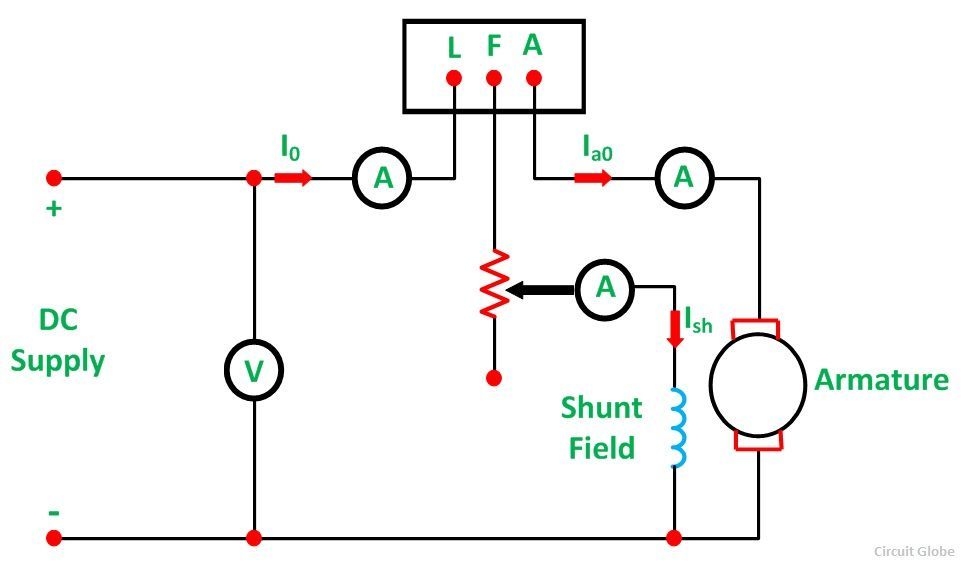 Soit V la tension d’alimentation,
Soit V la tension d’alimentation,
je0 est le courant à vide,
jemerde est le courant de champ shunt,
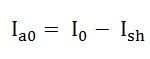
Par conséquent, le courant d’induit à vide est donné par l’équation ci-dessous :
Entrée à vide = VI0
L’alimentation à vide fournie à la machine fournit les éléments suivants, comme indiqué ci-dessous :
- Perte de fer dans le noyau
- Pertes par friction dans les roulements et les collecteurs.
- Perte au vent
- Perte de cuivre de l’induit à vide.
Lorsque la machine est chargée, la température de l’enroulement d’induit et de l’enroulement de champ augmente en raison de I2R pertes.
Pour calculer je2Pertes R, des résistances chaudes doivent être utilisées. Une mesure stationnaire des résistances à température ambiante de t degrés Celsius est effectuée en faisant passer un courant à travers l’armature puis un champ provenant d’une alimentation CC basse tension. On retrouve ensuite la résistance chauffée, permettant une montée en température de 50⁰C.
Les équations sont les suivantes :
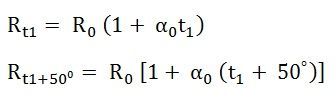
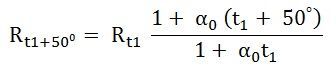
Où, α0 est le coefficient de température de résistance à 0⁰C
Donc,
Perte parasite = perte de fer + perte de frottement + perte de vent = entrée à vide – perte de cuivre sur site – perte de cuivre d’armature à vide
Aussi, des pertes constantes,

Si les pertes constantes de la machine sont connues, son efficacité à toute autre charge peut être déterminée comme suit.
Soit le courant de charge auquel l’efficacité est requise.
Efficacité lorsque la machine fonctionne comme moteur.
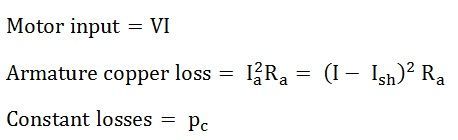
La perte totale s’écrit donc :
![]()
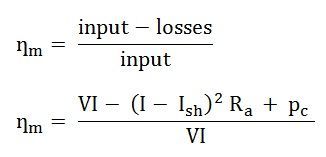
Le rendement du moteur est indiqué ci-dessous.
Efficacité lorsque la machine fonctionne comme générateur.
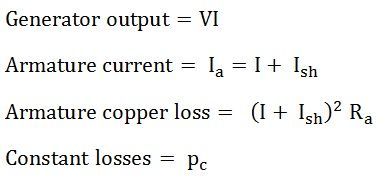
La perte totale s’écrit donc :

Le rendement du générateur est donné ci-dessous :

Avantages du test de Swinburne
Les principaux avantages du test de Swinburne sont les suivants :
- La puissance requise pour tester une grande machine est faible. Ainsi, cette méthode constitue une méthode économique et pratique pour tester les machines à courant continu.
- Comme la perte constante est connue, l’efficacité peut être prédéterminée à n’importe quelle charge.
Inconvénients du test de Swinburne
- La modification de la perte de fer n’est pas prise en compte à pleine charge ou sans charge. En raison de la réaction d’induit, le flux est déformé à pleine charge et, par conséquent, la perte de fer est augmentée.
- Le test de Swinburne étant effectué à vide. La commutation à pleine charge ne peut pas être déterminée si elle est satisfaisante ou non et si l’échauffement se situe dans les limites spécifiées ou non.
Limites du test de Swinburne
- Les machines à flux constant ne sont éligibles qu’au test de Swinburne. Par exemple : machines de shunt et générateurs de composés de niveau.
- Les machines en série ne peuvent pas fonctionner avec des charges légères et la valeur de la vitesse et du flux varie considérablement. Ainsi, le test de Swinburne n’est pas applicable aux machines de série.
Tout cela concerne le test de Swinburne.